��Ԕ��
����\�ӹ����|��Ӱ�����
�l���r�g��2018-07-31 ��Դ��http://m.luogesijiaoyu.com/news/35.html
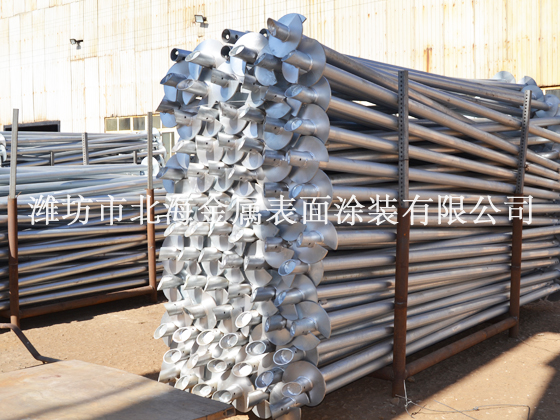
�H���б������ٱ���Ϳ�b����˾�����I������\�ӹ��S�ң����a���g���M�����I���g�Fꠣ�Ʒ�|ֵ���J�ɡ��ܵ��㽭�����K�Լ��ӱ��ȱ���ʡ�����M���J�ɡ��ڟ���\���a���܉�Ӱ푟���\�|�������ش��·֞����ׂ����棺�\Һ�ɷ֡��\Һ�ضȡ���僕r�g�������ٶ��Լ����bʹ�õȷ��档���汱������С�����Ҿ��w��B������
1.�\�V�|������Փ���v�����\����98.5%���ϵ��\�V��������������\�ӹ����\�V������ğ���\�S�����PWG�\�V�������U��1%���ң����\��98.8%���ϡ����ȵğ���\�S�����SHG�\�V�����ȴ�s��99.99%-99.995%��
2.�\Һ�ɷ֣��\Һ���܉���\�|���a��Ӱ푵Ļ��W�ɷ����U���X��懡��a���R�ȡ�
3.��\�ضȣ��ضȿ��ƌ��ڟ���\�|�����\�ġ��ܺġ�ʹ�É������Q���Ե����á��˂����T������\�ضȷ֞鳣����\�ߜ���\�ɷN����������\�ض���435��-460�ȣ��ߜ���\�ض���500�����ң�
4.��僕r�g���ȴ�ȥ�\�۵ĸ�������䓼���ȫ���룬�\�����\�۱����γɣ���һ�γ�ȥ�\�Ҽ����������\�۱��治�����\�Үa���r��������䓼��Ƴ��\�ۣ��IJ��ٮa���\�Ҟ��ͨ����0.5-2���֮�g���ɡ�
5.�����ٶȣ�http://www.sdrdx.com��䓼����둪ԓ�ڱ��C�������ˆT��ȫ��ǰ���±M�����٣��@���ܱ��C������\���������ֵı�Ĥ��ȶ���һ�ӵ�����ٶ�Ҫ����䓽Y�������|���L�ȵIJ�ͬ�����ò�ͬ���ٶȣ�һ����r����ٶ���1.5��/�־Ϳ��Ա��C�^�õ��\Һ�����ͱ������ȡ�
6.���bʹ�ã�����\�Ĺ��b������\���^���Ǻ���Ҫ�ģ��õĹ��b���Դ������߮a�����|���������b���OӋҪ����\���ķN����������Ҫ�F�����OӋ���������b���OӋҪ���]���a�ܡ�䓼��Π�ߴ�Ϳ͑��ļ��g����

1.�\�V�|������Փ���v�����\����98.5%���ϵ��\�V��������������\�ӹ����\�V������ğ���\�S�����PWG�\�V�������U��1%���ң����\��98.8%���ϡ����ȵğ���\�S�����SHG�\�V�����ȴ�s��99.99%-99.995%��
2.�\Һ�ɷ֣��\Һ���܉���\�|���a��Ӱ푵Ļ��W�ɷ����U���X��懡��a���R�ȡ�
3.��\�ضȣ��ضȿ��ƌ��ڟ���\�|�����\�ġ��ܺġ�ʹ�É������Q���Ե����á��˂����T������\�ضȷ֞鳣����\�ߜ���\�ɷN����������\�ض���435��-460�ȣ��ߜ���\�ض���500�����ң�
4.��僕r�g���ȴ�ȥ�\�۵ĸ�������䓼���ȫ���룬�\�����\�۱����γɣ���һ�γ�ȥ�\�Ҽ����������\�۱��治�����\�Үa���r��������䓼��Ƴ��\�ۣ��IJ��ٮa���\�Ҟ��ͨ����0.5-2���֮�g���ɡ�
5.�����ٶȣ�http://www.sdrdx.com��䓼����둪ԓ�ڱ��C�������ˆT��ȫ��ǰ���±M�����٣��@���ܱ��C������\���������ֵı�Ĥ��ȶ���һ�ӵ�����ٶ�Ҫ����䓽Y�������|���L�ȵIJ�ͬ�����ò�ͬ���ٶȣ�һ����r����ٶ���1.5��/�־Ϳ��Ա��C�^�õ��\Һ�����ͱ������ȡ�
6.���bʹ�ã�����\�Ĺ��b������\���^���Ǻ���Ҫ�ģ��õĹ��b���Դ������߮a�����|���������b���OӋҪ����\���ķN����������Ҫ�F�����OӋ���������b���OӋҪ���]���a�ܡ�䓼��Π�ߴ�Ϳ͑��ļ��g����
���Ͼ����P������\�ӹ����|��Ӱ����ص����P��B��ϣ�����������a�������������
��һ�l: ����\�S�Ĺ�ˇ�˜��v��
��һ�l: ����\�ӹ���䓲ĺ������ЩҪ��
���P�˺�������\�ӹ�
- ���P�aƷ
-
-
-

-